Technodiversity Glossary
Technodiversity glossary is a result of the ERASMUS+ project No. 2021-1-DE01-KA220-HED-000032038.
The glossary is linked with the project results of Technodiversity. It has been developed by
Jörn Erler, TU Dresden, Germany (project leader); Clara Bade, TU Dresden, Germany; Mariusz Bembenek, PULS Poznan, Poland; Stelian Alexandru Borz, UNITV Brasov, Romania; Andreja Duka, UNIZG Zagreb, Croatia; Ola Lindroos, SLU Umeå, Sweden; Mikael Lundbäck, SLU Umeå, Sweden; Natascia Magagnotti, CNR Florence, Italy; Piotr Mederski, PULS Poznan, Poland; Nathalie Mionetto, FCBA Champs sur Marne, France; Marco Simonetti, CNR Rome, Italy; Raffaele Spinelli, CNR Florence, Italy; Karl Stampfer, BOKU Vienna, Austria.
The project-time was from November 2021 until March 2024.
Special | A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | ALL
S |
|---|
Standard methodIf a working method is recognized to be a good solution for a certain task, it can be upraised as standard. For a standard method, the tools, machines, working steps, inputs and outputs are described in detail as well as the operational method of the worker. So, by naming the standard all persons have a common view of the process that should be performed. This is also the basis for education: since everything is standardized, the standard method can be explained and trained very well. In former times we called it “best practice” – but this word puts into mind that it should never be modified. Standard, in contrast, has the implication that it defines the direction and the goal, but can be adapted to the acute situation if needed. (See more under TDiv PR1-E03) | |
Standard methodsunder certain conditions. T-classes 1-3, P-classes 1 and 2: At stands with temporary trails or permanent trials with 20 m spacing, the fully mechanized ctl-method is best for coniferous trees and for young broadleaf trees, too. T-classes 1-3, P-class 3: Where the 40 m trail spacing is adopted, the almost fully mechanized ctl-method with auxiliary felling by chainsaw sets the standard. T-classes 1-3, P-class 4: At wider trail spacing, which happens mainly in valuable broadleaf stands, partly mechanized tree length methods are preferred. T-classes 4 and 5, all P-classes or all T-classes, but P-class 5: Outside trafficable areas, methods that use the yarder for extraction set the standard. (See more at TDiv PR1-D05) 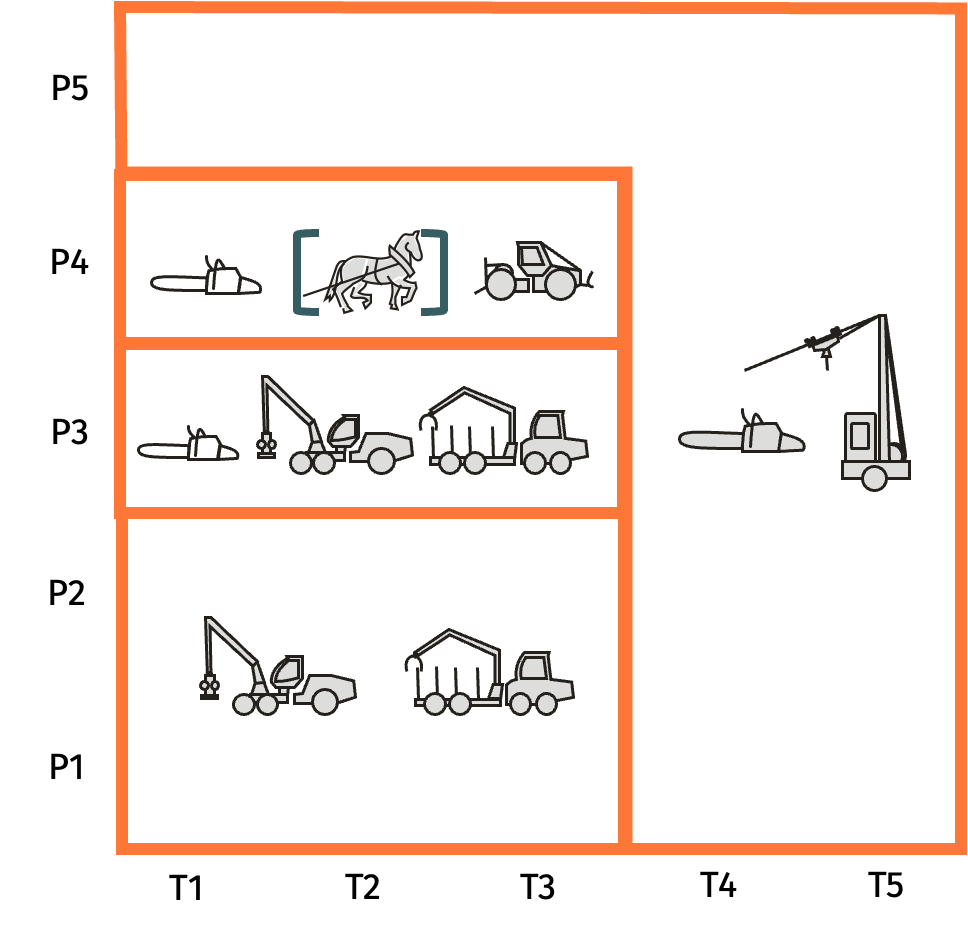 | |
Strain at workErgonomics follows a very simple basic model that derives from physics: When you impact any body with a certain stress, the body will react with a corresponding strain. For example, when you push a wooden stick that is fixed at one end from the side (= stress), it will get bowed (= strain). When we release the stress, the stick will become straight again. This means that the strain will release, too. But if the stress exceeds a certain threshold, the strain can overcome the resistance of the stick, so that it will break. This limit to damage defines the maximum stress that the wooden stick can bear. When we transfer this simple model to working conditions, it must be modified in a couple of points. On the stress side, standard methods have a typical stress. But on the strain side, people are individuals: They have different attributes like gender, age, height, weight, power… In practical life, these attributes are regarded to be invariable. Everybody has his individual abilities and strengths. The same job that is easy for somebody can be difficult for another person; we say that the first person is more talented for this job than the other one. Most jobs require a certain technique. Skilled persons can reach results that will never be possible for unskilled persons. These three factors together – attributes, abilities and skills -form the capability of the person. If their capability fits the demands of the standard method, the strain is low. If not, strain will keep accumulating… But due to organic reasons like health, conditioning, tiredness, hunger and time of the day, the strength can vary. We call that: disposition. On the other side, motivation also has an important influence on. Both together are called: readiness for work. While capability is the potential of any given person, readiness is the percentage of that potential actually activated. When the worker can manage his workload independently, he can find the right pace to keep strain at an acceptable level.But sometimes the strain exceeds that level. For example, when the worker is pushed to reach a certain performance that is beyond his long-term capacity or when he is so motivated that he does not realize that he is overreaching. Then the strain will accumulate. To remain with our simple model above, we look for a permanent work loadthat can be coped with on a day-by-day basis until the worker retires. If the actual strain momentarily exceeds this permanent load, it will not be a problem. In real life, this happens very often. It can even improve the training and exercise (conditioning). But at the end of the day there should be a balance between periods of excessive strain and periods of lower strain (recovery). Otherwise, overload will accumulate and result in damage. Based on this model, there are various possibilities to lower the strain. It is up to the manager to combine them in the best possible way, by: - providing enough time for breaks adequate to the type and quantity of strain (recovery); - encouraging physical and psychological fitness through proper exercise and diet (conditioning); - creating ideal working conditions to increase readiness - adapting work assignments to the physical and psychological capacity of each worker; - the ultimate measure is to assign tasks and to adjust the workloads according to each worker’s individual capacity. But when we have different technical options for performing a certain job, we should prefer the option that fits best the capacity of the available workers. (See more under TDiv PR1-E04) 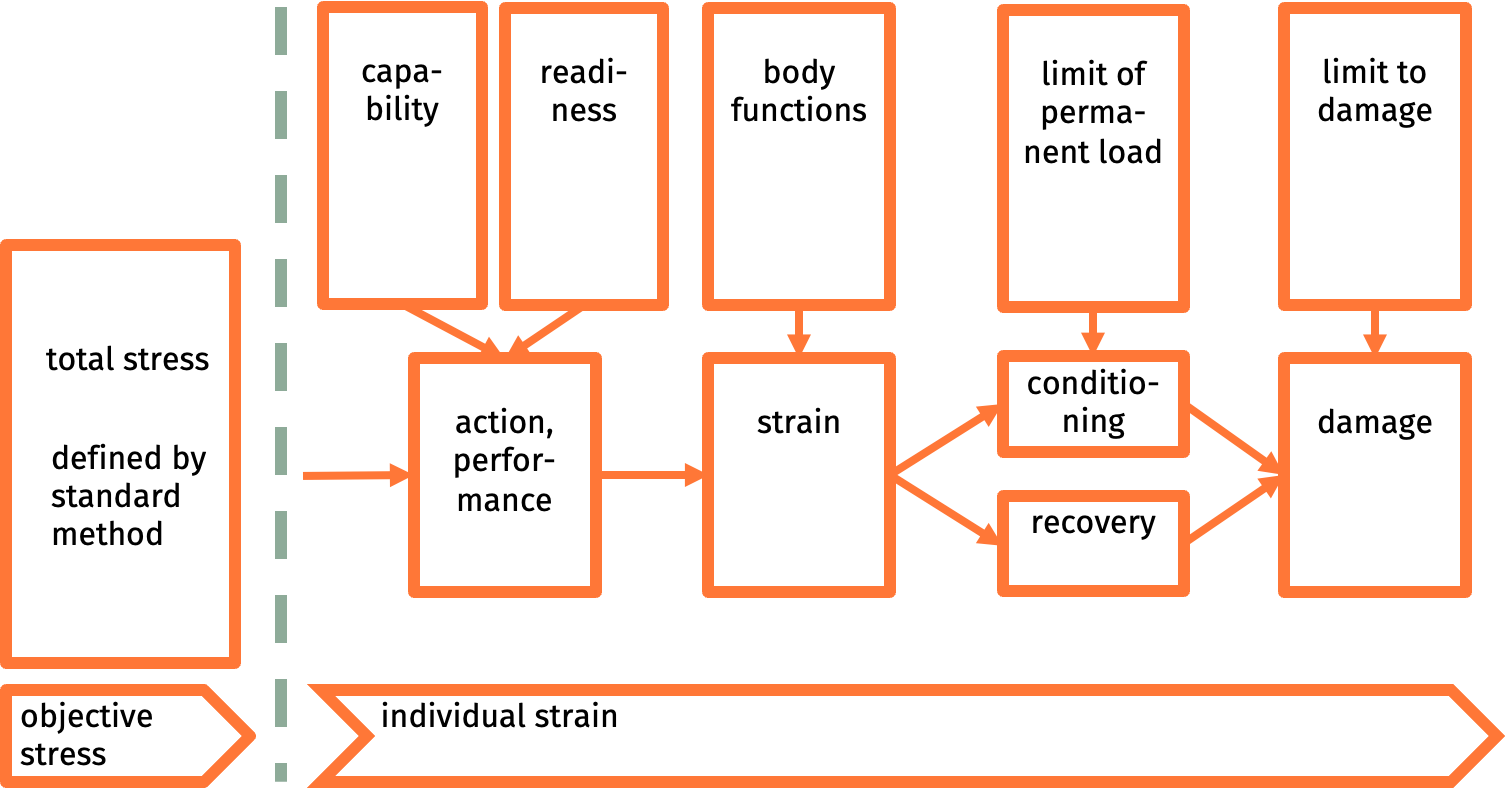 | |
Stress and strainErgonomics follows a very simple basic model that derives from physics: When you impact any body with a certain stress, the body will react with a corresponding strain. For example, when you push a wooden stick that is fixed at one end from the side (= stress), it will get bowed (= strain). When we release the stress, the stick will become straight again. This means that the strain will release, too. But if the stress exceeds a certain threshold, the strain can overcome the resistance of the stick, so that it will break. This limit to damage defines the maximum stress that the wooden stick can bear. When we transfer this simple model to working conditions, it must be modified in a couple of points. On the stress side, the working method is connected with typical stresses. For example at motor-manual processing: The chainsaw produces noise and vibration, has toxic emissions and is very dangerous. The natural working site can be heavy and dangerous, and the social relations with colleagues and superiors may cause stress, too. This stress seems very complex. But social stress from group dynamics normally has nothing to do with the standard work method and pertains to social science, not ergonomics... And stress coming from the natural environment causes a percentual scaling of the stress that is connected with the working method as such. So, the composition of stress is very typical for this specific working method. Thus: Without knowing how the stressing factors are combined and how they work together, the complex stress is typical for this standard method and can be assessed by expert opinion. The simple model that we had above feigns that the stress of a standard method will permanently cause the same strain for the worker. But here the reality is much more complex, too, because all workers are different concerning attributes, health, conditions etc. (See more under TDiv PR1-E03) 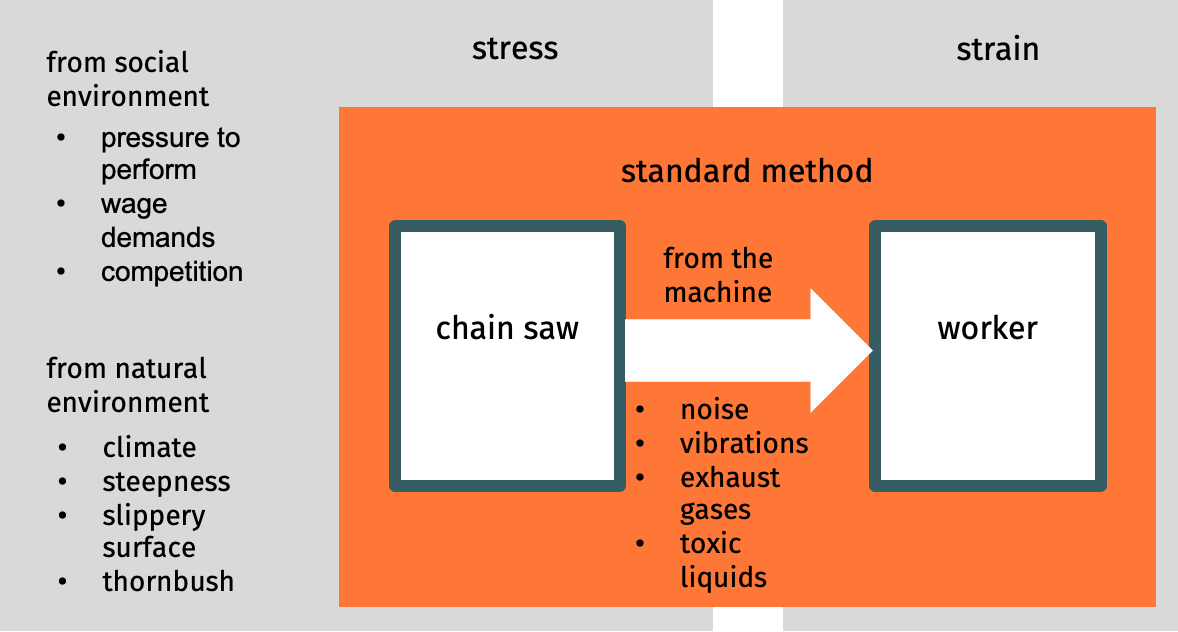 | |
Suitability, ecologicalSuitability, ecological see ecological suitability | |
Suitability, economicSuitability, economic see economic suitability
| |
Suitability, socialSuitability, social see social suitability | |
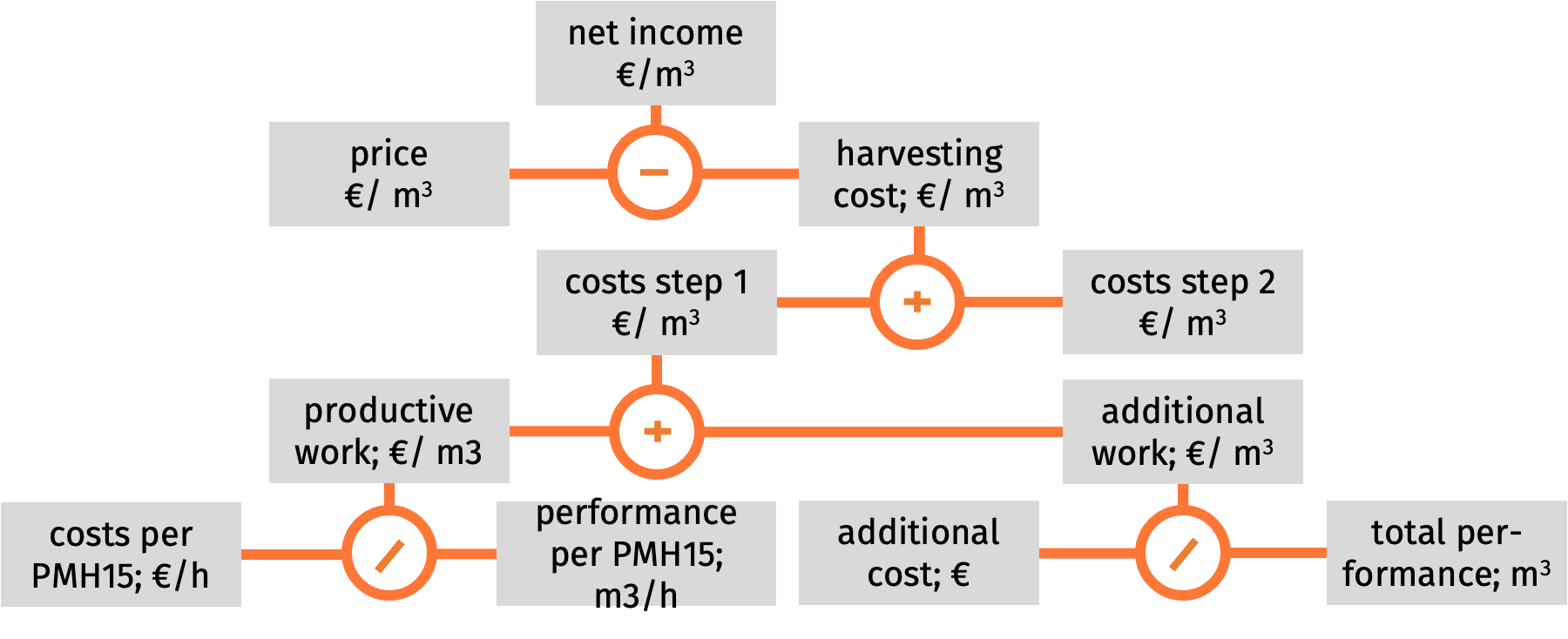
System costsWhen we sell timber on the market, we receive the price of the logs. But we also invest some money to harvest the trees and transport the logs. So only the difference between price and costs, the net income, is available for the company's profit. Let us assume here, that the price only depends on the qualitative and quantitative attributes of the harvest. Thus, the income mostly is influenced by the system costs. To maximize the income, we need to minimize the total system costs. Since most harvesting processes are composed by two or more sub-processes, the costs of a total process are given by the sum of the costs of its constituent sub-processes. But the machines and the operators are charged at an hourly rate. Given this information, we must first calculate the costs per hour. In science, we call this hour PMH15 that means productive machine hour including short interruptions of the work up to 15 minutes. To do this, we use the engineering formula. In that working hour, the system will process a certain number of products. The ratio between products and time is called system performance. When we know the performance, we can match the costs per hour to the production in order to get the costs per unit of a product. For timber harvesting, we need to divide the costs per hour by the productivity, that is: m3 per hour. 
Machines and employees cost money, whether they work or not. This means that the system will generate a cost even when it is not producing anything. Those additional unproductive times (i.e. more than 15 minutes per hour) and costs that are necessary to production (maintenance, preparation etc.) must also be accounted for. To do this, we add all additional costs and divide them by the total sum of m3 on that specific working site. Finally the costs of the sub-systems must be added to find the total system costs. (See more at TDiv PR1-C01)
| |
System costs per hour | |
